Automationslösung
Montage und Handhabung
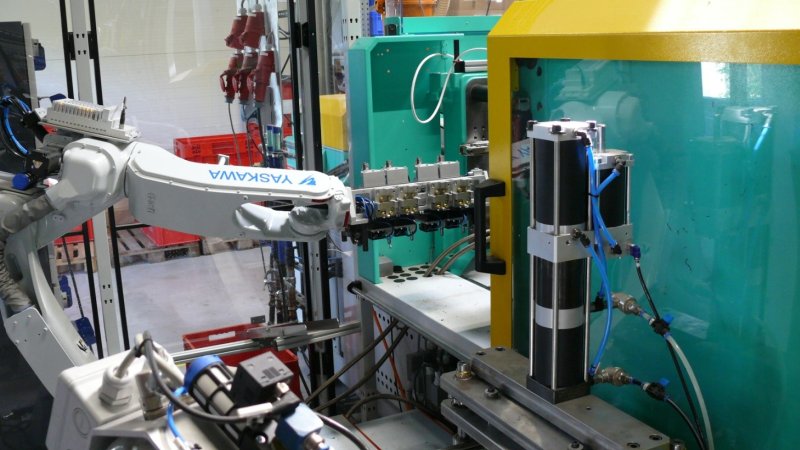
Der Hauptroboter ist mit einem speziellen Doppel-Vierfach-Greifwerkzeug ausgerüstet (Bild: EGS).
Zur vollautomatischen Herstellung von Hybridbauteilen muss ein anspruchsvoller Prozess automatisiert werden. Im konkreten Fall fertigt die KE Elektronik ein Hybridbauteil, das als Teil der elektronischen Steuerung in einer Getriebeapplikation im Automobil zum Einsatz kommt. Entwickelt und realisiert wurde die Automation als Turnkey-System von der EGS Automatisierungstechnik GmbH aus Donaueschingen.
Umspritzt wird ein Kontaktsatz, der vom Coil abgewickelt, von einer Stanze gebogen, danach ausgestanzt und im Stanzwerkzeug zur Abholung bereitgestellt wird. Abgeholt werden die Stanzteile von einem Scara-Roboter. Um die filigranen und empfindlichen Teile wiederholgenau und prozesssicher zu entnehmen und weiterzuverarbeiten, ist der Roboter mit einem werkstückspezifischen Greifwerkzeug ausgerüstet. Für den Spritzguss ist zunächst die Bereitstellung von vier Einlegeteilen im Kavitätenabstand erforderlich. Vor dem Umspritzen erfolgt eine Reinigung mittels verwirbelter, ionisierter Luft. Der Scara-Roboter hält die Kontaktsätze nach dem Abholen aus dem Stanzwerkzeug zunächst in den Reinigungsluftstrom, bevor er sie nacheinander auf eine Vierfach-Bereitstellungsstation setzt, wo sie bereits im richtigen Kavitätenabstand des Spritzgießwerkzeuges bereitgestellt werden.
Von dort werden sie vom Hauptroboter abgeholt. Dieser ist mit einem speziellen Doppel-Vierfach-Greifwerkzeug ausgerüstet. Auf jeder Funktionsseite des Greifwerkzeuges sind vier Greifelemente im Kavitätenabstand angeordnet – ein Quartett für die Einlegeteile, das zweite für die Fertigteile. Wenn der aktuelle Spritzgießzyklus beendet ist und die Spritzgießmaschine das Werkzeug geöffnet hat, fährt der Hauptroboter in das Werkzeug, entnimmt zunächst die vier Fertigteile, um danach die vier vorbereiteten Kontaktsätze einzulegen. Dabei wird der Greifer über Zentrierbolzen, die am Werkzeug andocken, zentriert und somit die erforderliche Einlegegenauigkeit sichergestellt. Die Einlegeteile werden mit elektrischen Kernzügen auf Position gehalten, die dann beim Einspritzen des Kunststoffes in das Werkzeug zurückgefahren werden.
Mit den gespritzten Teilen im Greifwerkzeug fährt der Roboter aus dem Werkzeug und legt sie auf eine weitere Stanzeinheit ab, in der dann mit einem Hub die Verbindungsstege der vier Teile abgetrennt werden, die die Kontaktsätze vor dem Umspritzen auf Position gehalten haben. Die nachfolgenden Prozessschritte werden auf einem Rundtakttisch mit mehreren Stationen inklusive Qualitätsprüfung und Verpackung abgearbeitet.


