Kunststoffbearbeitung: Hochglanzfräsen statt Polieren
Verfahren
Dass man für das Fräsen von hochglänzenden Kunststoffoberflächen keine Spezialmaschinen benötigt, zeigt ein Anwendungsfall bei der Enggruber GmbH. In Zusammenarbeit mit der Paul Horn GmbH wird bewiesen, dass dies auch mit konventionellen Maschinen funktioniert. Zum Einsatz kommen hier werkzeugseitig monokristalline Diamanten, welche sonst in der Ultrapräzisionszerspanung für Oberflächengüten im Bereich von Nanometern sorgen.

Für das Hochglanzfräsen kommen monokristalline Diamanten zum Einsatz (Bild: Horn/Sauermann).
Im westlich von München gelegenen Germering, in einem von außen unscheinbaren Industriegebäude, vermutet man nicht, dass hier hochqualitative Acrylglas-Displays für das Who´s who verschiedener Branchen entstehen. Zum Portfolio gehören Kosmetik-Displays, Awards und Pokale, Möbel sowie weitere Produkte aus Acryl- und Plexiglas. Auch eigene Produkte fertigt die Manufaktur. So produziert das Unternehmen beispielsweise Bilderrahmen mit 3D-Effekt und edle Schneidebretter aus dem glasklaren Kunststoff.
Feuer und Flamme
»Auch in unserer Manufaktur schauen wir genau auf unsere Prozesse und suchen ständig nach dem Potenzial, diese weiter zu optimieren«, erzählt Geschäftsführer Thomas Enggruber. Ein großes Ziel war die Bearbeitung der Kanten von Acrylglasblöcken oder ‑platten. »Das Rohmaterial bekommen wir in Form von Sägezuschnitten. Im Produktionsprozess großer Platten sind zwei Seiten schon glasklar und werden mit Schutzfolien beklebt. Durch Zuschnitt der Platten sind jedoch die anderen vier Seiten im Anlieferungszustand sägerau«, erklärt er.
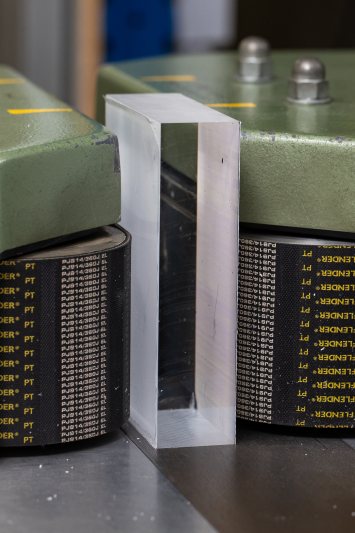
Durch Verwendung einer MKD-Schneide entstehen glasklare Oberflächen (Bild: Horn/Sauermann).
Um diese rauen Kanten glasklar zu bearbeiten, gibt es verschiedene Möglichkeiten. Zum einen lässt sich Acrylglas mit einer Flamme »polieren«. Hierbei wird eine Flamme aus einem Acetylen-Brenner vorsichtig über die Kanten geführt. Dadurch entsteht eine klare Oberfläche, welche jedoch nicht »perfekt« eben ist. Darüber hinaus können auch leichte Haarrisse an den Kanten entstehen. Zum anderen können die Kanten von Hand an einer Poliermaschine zum Glänzen gebracht werden, auch Schwabbeln genannt. Dieses liefert ein glänzendes Ergebnis, bedarf aber gerade bei großen Stückzahlen eines hohen Zeitaufwands.

Das zeitaufwändige Schwabbeln von Hand kann durch das Hochglanzfräsen eingespart werden (Bild: Horn/Sauermann).
Fräsbearbeitung
Ein weiterer Prozess zur Bearbeitung der Kanten ist das Fräsen mit monokristallinen Diamanten (MKD) bestückten Werkzeugen. Enggruber setzte schon seit längerem auf dieses Verfahren, jedoch waren die Oberflächenergebnisse für ihn nicht komplett zufriedenstellend. Des Weiteren störte ihn das aufwendige Handling sowie die Einstellung der vorher eingesetzten Werkzeugsysteme.
»Um die Schneidplatte zu wechseln, mussten wir das ganze Werkzeug ausbauen und danach wieder neu justieren. Dies war jedes Mal mit einem hohen Zeitaufwand verbunden«, so Enggruber. Zur Optimierung von Aufwand und Ergebnis machte er sich auf die Suche nach einer neuen Werkzeuglösung.
Hochglanzbearbeitung
Ein Hochglanz-Bearbeitungsvideo von Horn auf einer bekannten Online-Videoplattform weckte die Neugier von Enggruber, der daraufhin den zuständigen Außendienstmitarbeiter des Werkzeugherstellers Helmut Hoffmann kontaktierte. Er und Aribert Schroth, Produktmanager für hochharte Schneidstoffe, analysierten die Aufgabenstellung und entwickelten eine neue, bedienerfreundlichere Lösung. »Mit unserem Know-how bei wechselbaren Schneideinsätzen lag die Lösung schnell auf der Hand«, so Hoffmann.
Der bereits vorhandene Fräsergrundkörper ist mit Posalux-Schnittstellen zur Aufnahme der Schneideinsätze ausgestattet. Der Werkzeughersteller konstruierte somit eine Posalux-Kassette, in welcher der Plattensitz für die Horn-Schneidplatte gefräst ist. Die Wahl der Schneidplatte fiel auf das Horn-Werkzeugsystem »Supermini« in einer Sonderform, das über eine Spannschraube in der Kassette einfach und präzise von vorne gespannt werden kann. Somit entfiel der komplette Ausbau des Fräsergrundkörpers.
Die Schneideinsätze lassen sich leicht über eine Schraube spannen, ohne den Fräser ausbauen zu müssen (Bild: Horn/Sauermann).
Die Fräswerkzeuge sind mehrschneidig mit bis zu fünf Zähnen und einem Durchmesser von 120 Millimetern ausgeführt. Pro Werkzeug ist jedoch nur eine MKD-Schneide bestückt. Die anderen Schneiden dienen nur als Vorschneider und sind im Planlauf um rund 0,1 Millimeter zurückgesetzt. »Zur Erzeugung der hochglänzenden Oberfläche kommt zwingend nur eine MKD-Schneide zum Einsatz, um die Oberfläche durch den Nachschnitt nicht wieder zu beschädigen«, erklärt Schroth.
Bei Enggruber werden zum Hochglanzfräsen der Kanten zwei verschiedene Maschinen verwendet, die ursprünglich aus der Holzindustrie stammen. »In unserer Branche setzt man seit langem auf dieses Maschinenkonzept, der Polierfräsmaschinen«, so Enggruber. Die Maschinen haben nur eine Achse, welche die Fräsoperation ausführt. Die Spannung der Acrylglasblöcke oder ‑platten übernimmt ein mit Schaumstoff gepolsterter Niederhalter. Das andere Maschinenkonzept ähnelt einer Hobelmaschine. Hierbei wird das Werkstück zwischen zwei breiten Riemen gespannt und über den Fräser geführt.
Entscheidende Schneidkante
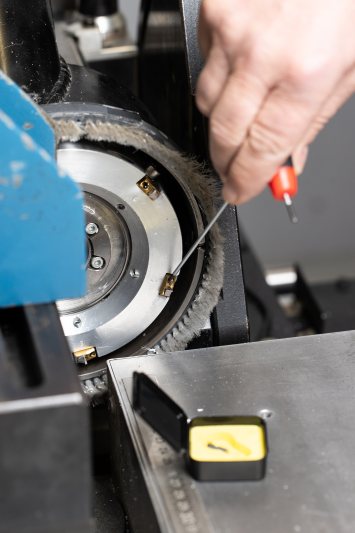
Um Oberflächengüten mit Spiegelglanz zu erzeugen, spielt die Qualität der Werkzeugschneidkante die entscheidende Rolle. Die Qualität der Schneidkante spiegelt sich in der zu bearbeitenden Oberfläche wider. Der finale Schliff bzw. die Politur der MKD-Schneide gleicht einer Handwerkskunst. Ähnlich wie beim Schliff eines Brillanten geschieht das Finishing einer Werkzeugschneide für die Hochglanzzerspanung mit einer Schleifzange von Hand. Bestmögliche Voraussetzungen zum Schleifen der Schneiden ermöglichen luftgelagerte Schleiftische mit einer Tischplatte aus massivem Granit. Für die optische Kontrolle wird ein Mikroskop mit 200-facher Vergrößerung genutzt. Unter dieser Vergrößerung muss die Schneidkante absolut schartenfrei sein. Die dabei entstehende Schneide hat einen Radius von maximal 0,0002 Millimetern.
Bei der Hochglanzzerspanung kommen hauptsächlich synthetische Diamanten zum Einsatz. Zur Herstellung der synthetischen Steine kommen zwei unterschiedliche Verfahren in Betracht: HPHT (High Pressure, High Temperature) oder CVD (Chemical Vapor Deposition).
Horn setzt bei der Bestückung der MKD-Werkzeuge auf das CVD-Verfahren. Als Kohlenstoffquelle dienen verschiedene Gase, hauptsächlich Methan, die sich im Prozess abscheiden und den Diamanten wachsen lassen. Die Diamanten kennzeichnen ihre glasklare bis leicht bräunliche Farbe. Ein großer Vorteil dieses Verfahrens ist die mögliche Kantenlänge der Steine. So können auch lange Bestückungen mit beispielsweise 30 Millimeter Schneidkantenlänge realisiert werden. Für solche Werkzeuge musste man davor auf natürliche Diamanten zurückgreifen, die durch den hohen Preis, die Verfügbarkeit und die natürlichen Einschlüsse nur schwer zu realisieren sind.

Erfolgreiche Zusammenarbeit. V. l.: Thomas Enggruber im Gespräch mit Helmut Hoffmann und Aribert Schroth (Bild: Horn/Sauermann).
Zufriedener Kunde
Die Aufgabestellung von Enggruber erreichten Schroth und Hoffmann mit der gebotenen Lösung. »Wir sind sehr zufrieden mit der Lösung unseres Problems. Die Beratung, der Service und das technische Know-how von Horn haben uns überzeugt«, bestätigt Enggruber abschließend.


