Messgröße Werkzeuginnendruck erleichtert GMP-konforme Produktion
Allgemeine Mess- und Prüfsysteme und Sensoren
Bei der Herstellung von Spritzgießartikeln in der Medizintechnik hat die Produktqualität oberste Priorität. Das Einhalten von gesetzlichen Vorgaben und Normensystemen wie der Good Manufacturing Practice (GMP) sind eine Grundvoraussetzung, um am Markt teilzunehmen. Gleichzeitig sind die Ansprüche an die Effizienz der Produktion gewachsen. In der Folge streben Hersteller sowohl nach zuverlässiger, reproduzierbarer und dokumentierter Qualität als auch danach, die Kosten dafür unter Kontrolle zu halten. Mit der im Produktionsprozess integrierten Messung des Werkzeuginnendrucks von Kistler haben Spritzgießer ein wirksames Instrument, um diese doppelte Anforderung zu bewältigen.

In der Medizintechnik ist hohe und validierte Produktqualität eine unverzichtbare Bedingung (Bild: Kistler).
Die »Gute Herstellungspraxis« oder GMP umfasst Richtlinien zur Qualitätssicherung der Produktionsabläufe und -umgebung unter anderem bei der Herstellung von Arzneimitteln und Medizinprodukten. Ziel ist ein qualitativ hochwertiger Produktionsprozess – von der Materialbeschaffung bis zur Lagerlogistik – und damit eine hohe Produktqualität. Darüber hinaus soll das Qualitätsmanagement gemäß GMP und ISO 13485 sicherstellen, dass die regulatorischen Anforderungen für die Vermarktung erfüllt sind. Das heißt, in der Medizintechnik ist eine hohe und validierte Produktqualität nicht primär ein Wettbewerbsvorteil oder Differenzierungsmerkmal wie in anderen Industrien, sondern eine unverzichtbare Bedingung.
Die Kernpunkte der GMP sind die Qualifizierung der Anlagen und Maschinen sowie die Validierung von Prozessen und Methoden. Bei ersterem gilt es, in einem geplanten, mehrstufigen und dokumentierten Prozess zu zeigen, dass die Ausrüstung und Anlagen prinzipiell für den Zweck geeignet sind und unter den Bedingungen vor Ort tatsächlich zuverlässig funktionieren. Auch bei der Prozess- und Methodenvalidierung muss dokumentiert und nachgewiesen werden, dass die eingesetzten Prozesse und Methoden zu verlässlichen und reproduzierbaren Ergebnissen führen und das gefertigte Produkt den Anforderungen entspricht.
Überwachung durch Messung des Werkzeuginnendrucks
Um die hohen Ansprüche besonders hinsichtlich Dokumentation zu erfüllen, hat sich in der Spritzgießpraxis die Prozessüberwachung mittels Werkzeuginnendruck, auch Forminnendruck genannt, vielfach bewährt.
Dieser Parameter ist im Spritzguss die aussagekräftigste Prozessgröße, die Anwendern vollumfängliche Transparenz über den Formteilbildungsprozess ermöglicht und somit auch bei den Dokumentationspflichten unterstützt. Darüber hinaus vereinfacht die Überwachung des Werkzeuginnendrucks ebenfalls die Prozessvalidierung beim Einrichten der Maschine und die Optimierung der Abläufe in der Produktion – bis hin zur Null-Fehler-Produktion durch Qualitätsvorhersagemodelle.
Relevante Korrelation mit Bauteilqualität
Worin begründet sich die hohe Aussagekraft und damit die Relevanz des Werkzeuginnendrucks? Als Prozessparameter wird er mittels Drucksensoren direkt in den Kavitäten bestimmt und beschreibt präzise die Vorgänge in diesen – und schafft damit Transparenz über die Entstehungsbedingungen des Bauteils während des gesamten Spritzgießprozesses. Essenziell dabei: Seinem Verlauf während der Füll-, Kompressions- und Nachdruckphase können spezifische qualitätsrelevante Eigenschaften des Bauteils zugeordnet werden, beispielsweise Maßtreue, Oberfläche, Gewicht oder Ausformungsgrad.
Der Verlauf des Werkzeuginnendrucks stellt somit einen teilespezifischen Fingerabdruck der aktuell produzierten Qualität dar, mit dem sich während des gesamten Produktionsprozesses genaue Aussagen zu den bestmöglichen Prozessparametern treffen lassen. Gutteile (OK) von Schlechtteilen (NOK) zu unterscheiden ist bereits während der Produktion möglich. Dazu wird bei der Validierung der jeweiligen Prozessparameter die obere und untere Grenze der Kennwerte bestimmt. Verlässt dann bei der Produktion der aus der Kurve bestimmte Wert das vorgegebene Prozessfenster, wird das entsprechende Teil als NOK klassifiziert und automatisch aussortiert. Auf diese Weise gelangen nur Gutteile weiter in die Wertschöpfungskette.
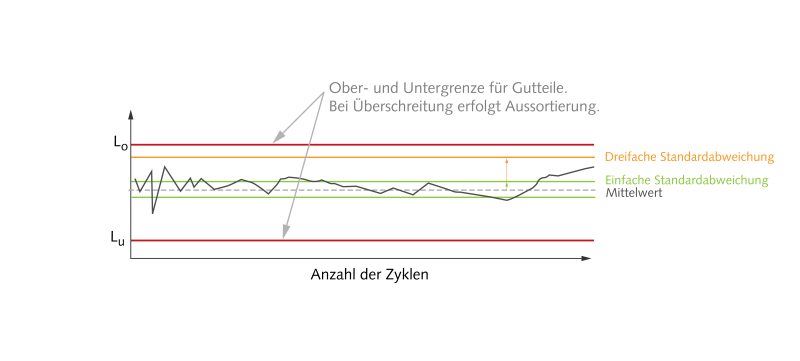
Abb. 1: Mithilfe der Werkzeuginnendruckmessung lassen sich in der Produktion Gut- und Schlechtteile automatisch unterscheiden und sortieren. Die Daten geben auch Aufschluss, wie robust und fähig der Prozess ist (Bild: Kistler).
Darüber hinaus können die gewonnenen Kenngrößen auch für eine statistische Prozesskontrolle herangezogen werden (Abb. 1).
Bei der Validierung mittels Werkzeuginnendruckmessung entstehen weitere Vorteile: So sinkt im Vergleich mit einer ausschließlichen Berücksichtigung der Maschinenprozessparameter der Aufwand dafür deutlich, denn die Vorgänge in der Maschine beschreiben die Formteilbildung in der Kavität nur unzulänglich und eine Korrelation mit der Bauteilqualität ist schwierig. Vielmehr müssen die Maschinenparameter an neue Bedingungen – beispielsweise verändertes Materialverhalten aufgrund der Verarbeitung unterschiedlicher Materialchargen – angepasst werden, um eine konstante Bauteilqualität zu produzieren. Sind die Schwankungen so ausgeprägt, dass die nachgeführten Einstellungen außerhalb des bereits validierten Prozessfensters liegen, muss der Prozess in zeitaufwendigen Versuchen erneut validiert werden.
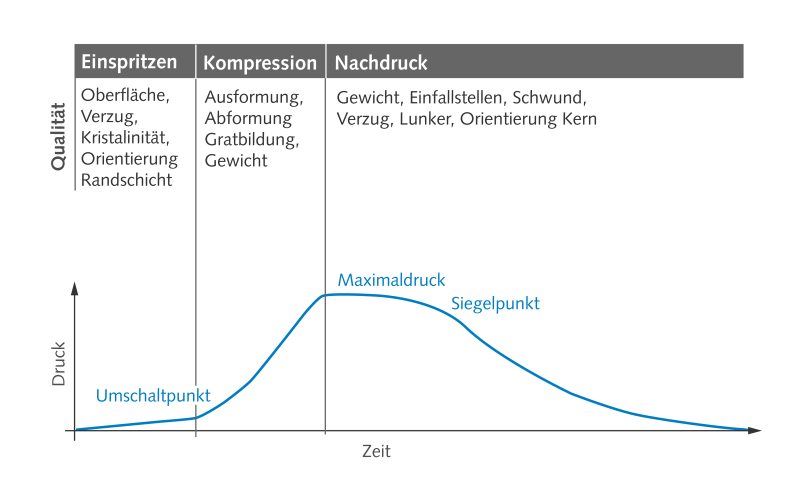
Abb. 2: Die in den verschiedenen Phasen des Spritzgießzyklus gemessenen Werkzeuginnendruckwerte korrelieren mit den Qualitätseigenschaften der Bauteile (Bild: Kistler).
Der Einsatz der Werkzeuginnendruckmessung und die Kenntnis der Korrelation von Messwerten und Qualitätsmerkmalen (Abb. 2) erleichtert dies maßgeblich.
Intelligente Kombination von Messung und Statistik
Eine auf der Werkzeuginnendruckmessung basierende Prozessüberwachung besteht aus hochpräzisen sowie gleichzeitig robusten Sensoren und aus einem Prozessüberwachungssystem wie »ComoNeo« von Kistler. Dabei befähigt die Funktionalität »ComoNeoPredict« zusammen mit der Software »StasaQC« das System zu einer effizienten und automatisierten Dokumentation der geplanten Versuchspläne (DoEs), aber auch zur entsprechenden Prozessanalyse. Die Funktionalität ist bedienerfreundlich und kann daher in der Fertigung effizient implementiert werden. Anwender können somit einen entscheidenden Schritt in Richtung Null-Fehler-Produktion gehen: »ComoNeoPredict« ermöglicht es, die zu erwartenden Qualitätsmerkmale aus den Messwerten zu bestimmen, ohne die Bauteile aufwendig zu vermessen. Auf diese Weise lässt sich die Qualität des Bauteils vorhersagen, noch bevor es gefertigt ist, inklusive der notwendigen Dokumentation.
Laufende Vorhersage der Qualität
Auch während der Prozessanalyse und -entwicklung senkt der Einsatz von »ComoNeoPredict« in Kombination mit der Software »StasaQC« den Aufwand. Um in der finalen Prozessentwicklung ein stabiles Prozessfenster auf einer qualifizierten Maschine zu finden, gilt es, abgestimmte DoEs zu erstellen und abzufahren. Der DoE mit Variation der Maschinenparameter dient dazu, im Prozess eine Varianz der Prozesszustände dargestellt durch den Werkzeuginnendruck zu realisieren und das Prozessfenster abzudecken.
Die mathematische Korrelation der Messwerte mit den anschließend gemessenen kontinuierlichen und attributiven Qualitätsmerkmalen liefert ein Modell zur laufenden Vorhersage der jeweils produzierten Qualität. Durch spezielle Algorithmen und den Einsatz von Machine Learning in der Software »StasaQC« wird eine sehr hohe Modellgenauigkeit erreicht. Dank dieser lässt sich die Qualität des Bauteils in der Fertigung vorhersagen sowie Teile, die außerhalb der Toleranz liegen, aussortieren.
Die Aufgabe erfüllt in der Praxis das Prozessüberwachungssystem »ComoNeo« und deren Softwareerweiterung »ComoNeoPredict« vollautomatisiert. Somit lässt sich nicht nur die geforderte Qualität garantieren, auch die Prüfkosten werden merklich verringert. Eine gute Voraussetzung für Spritzgießer, um die eigene Wettbewerbsfähigkeit sicherzustellen.
Anzeige
Umberto-Nobile-Str. 14
D-71063 Sindelfingen