Digitalisierung und Simulation
Heißkanalwerkzeuge und Heißkanalnormalien (Hotrunner)
Mit Einführung der additiv gefertigten Düsenbaureihe »Monolith« sowie der Druckstücke »Energy Blocker« wurde das Produktportfolio von Witosa in der digitalen Welt neu entwickelt. Mit der Digitalisierung ging auch eine Weiterentwicklung der Simulationsmöglichkeiten und Simulationsgrundlagen einher.
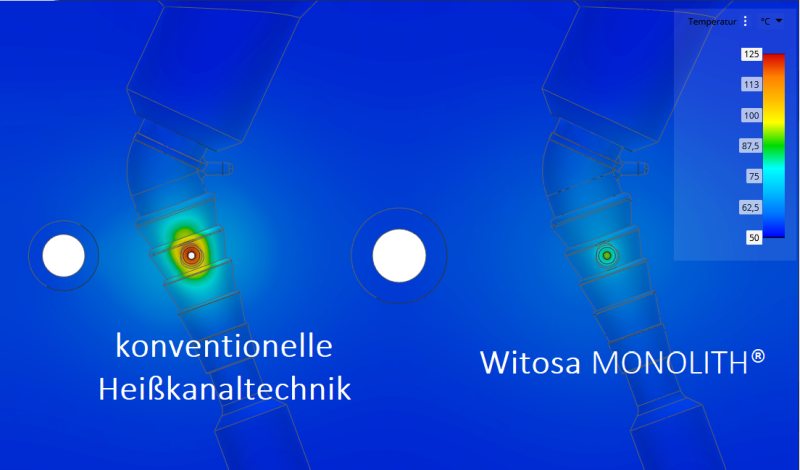
Mehrfachform für Schlauchstutzen mit identischer Kühlungsauslegung je Kavität. Max. zulässige Oberflächentemperatur zum Entformungszeitpunkt wird links überschritten, rechts im zulässigen Bereich (Bild: Witosa).
Rund um das Heißkanalsystem »Monolith« von Witosa waren von Anfang an deutlich mehr Daten und Modelle bekannt als früher, denn die additiven Produkte wurden in einer komplett digitalen Simulationsumgebung entwickelt.
»Früh erkannten wir«, so Geschäftsführer Torsten Glittenberg, »dass thermische Simulation für die Qualität von Heißkanalsystemen für jeden Einzelfall von extremer Bedeutung ist. Aus diesem Grund habe ich bereits seit Einführung der ›Energy Blocker‹ im Jahr 2021 die betriebswirtschaftliche Entscheidung getroffen, dass standardmäßig alle Verteilersysteme voll automatisiert thermisch berechnet werden. Nur durch die thermische Simulation lässt sich der perfekte Heizungsverlauf und die optimale Fühlerposition ermitteln.«
Selbstentwickelte KI
Das Unternehmen entwickelte laut eigener Angabe eine KI, um diesen Prozess mannlos im Konstruktionshintergrund einzubinden, und setzte an dieser Stelle auf den Aufbau von eigenem Know-how und nicht auf externe Dienstleistungen.
Im Bereich Simulation realisierte das Witosa-Team z. B. schnell, dass die reine Simulation der Verteilersysteme sowie der »Monolith«-Düsen zwar ein optimiertes Heißkanalsystem liefert, jedoch in den Umgebungsbedingungen des Spritzgießwerkzeugs nicht immer idealen Randbedingungen unterliegt.
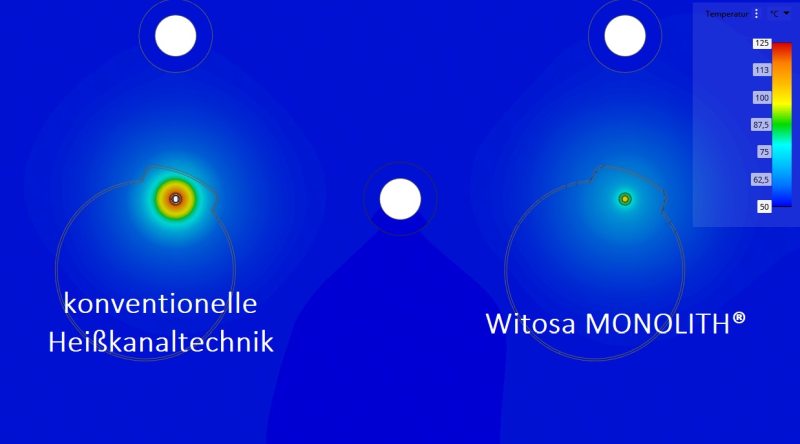
Mehrfachform für Verpackungskappe mit identischer Kühlungsauslegung je Kavität. Max. zulässige Oberflächentemperatur zum Entformungszeitpunkt wird links überschritten, rechts im zulässigen Bereich (Bild: Witosa).
Simulation berücksichtigt konkrete Bedingungen
In einigen Anwendungen ist die Umsetzung von Kühlung und Temperierung nicht immer am idealen Platz im Werkzeug möglich. Die Abstände der Kühlung zum Heißkanalsystem und seine Anlageflächen können ebenfalls nicht immer gemäß den Konstruktionsvorgaben eingehalten werden, da der Bauraum in der Anwendung z. B. nicht zur Verfügung steht. In solchen Fällen fließen daher die tatsächlichen Einbaubedingungen mit in die Simulation ein.
Das Unternehmen integriert somit in der Simulation für Kunden die Konturteile und anliegenden Werkzeugplatten gemäß der realen Konstruktion und teilt diese Ergebnisse mit den Kunden. Denn nur, wer das Zusammenspiel von Heißkanal und Spritzgießwerkzeug inklusive Kühlung betrachtet, kann am Ende das bestmögliche Ergebnis erzielen. Konstruktionsleiter Martin Hallenberger erläutert dazu: »Die Betrachtung des eigenen Produktes, sei es auch automatisiert bis zur Grenze des Spritzgusswerkzeuges, kann keinesfalls ein optimales Ergebnis liefern. Hier gilt es, eine wesentlich bessere Verzahnung in der Simulation zu schaffen. Diese bieten wir unseren Kunden indem wir die realen Bedingungen des Werkzeugs in unserer Auslegung berücksichtigen.«
Optimierte Heißkanaltechnik für kundenspezifische Anwendungen
Die Algorithmen erzeugen unter Berücksichtigung des gewählten Kunststoffs und der Artikelgeometrie die bestmögliche, additiv gefertigte Heißkanaltechnik für den kundenspezifischen Anwendungsprozess. Witosa ist damit in der Lage, durch additiv gefertigte Düsen und Druckstücke bis ins Detail alle Werkzeugbedingungen anzupassen und optimierte Ergebnisse sowie Temperaturführung unter verschiedenen Randbedingungen zu liefern.
Als Beispiel nennt das Unternehmen den Wärmeabtrag im Vorkammerbereich bei medizintechnischen Artikeln. Im vorliegenden Beispiel wurde die Erweichungstemperatur (125 °C) im Spritzgusswerkzeug überschritten. In der Folge kam es beim Werkzeugöffnen zu einer Deformation sowie zu optischen Mängeln an der Bauteiloberfläche. Mithilfe der additiv gefertigten »Monolith«-Düsen und den thermisch isolierten, aufgeschraubten Vorkammern konnte die Temperatur deutlich reduziert, der Temperatureintrag minimiert und somit ein optimiertes Spritzgussteil ermöglicht werden.


